Come funziona e cosa occorre sapere
Di seguito viene illustrata una tipica configurazione per il controllo dei grassi nel latte

1) Un loop di campionamento che alimenta continuamente l'analizzatore
2) L'unità di analisi FOSS ProcesScan™ 2. L'alloggiamento in metallo solido ospita un analizzatore a infrarossi che utilizza la stessa tecnologia del rinomato analizzatore FOSS MilkoScan™ FT3 (tecnologia FTIR)
3) Come parte dell'installazione, l'unità è collegata in una configurazione chiusa al sistema PLC dell'impianto senza compromettere la sicurezza dei dati
4) Un analizzatore FTIR da banco (MilkoScan FT3)
5) Una serie di servizi di connettività e software semplificano l'utilizzo del sistema e il monitoraggio delle prestazioni del sensore e dell'analizzatore
Interfaccia sicura (no cloud) per i sistemi di controllo
La soluzione include un processore Linux integrato, quindi non è necessario un PLC aggiuntivo per interfacciarsi con un sistema PLC o Scada. Si utilizza lo standard di comunicazione a piattaforma aperta (OPC) poiché è uno degli standard di comunicazione più importanti per l'Industria 4.0.
L'interfaccia PLC OPC/UA è un'interfaccia all'avanguardia che non richiede l'uso della tecnologia cloud, favorendo così la sicurezza informatica. Tuttavia, è comunque possibile utilizzare servizi basati su cloud per monitorare e mantenere le prestazioni dello strumento. Questo perché i server possono solamente rispondere ai messaggi di input e non possono mai avviare la comunicazione con i client. Di conseguenza, è possibile utilizzare in assoluta sicurezza una gamma di servizi basati su cloud di FOSS. In questo caso, nessun dato proveniente dal sistema di controllo locale viene condiviso con l'unità di analisi, che viene monitorata e gestita online tramite un sistema separato senza interferenze o connessione al sistema di controllo locale.
Unità di analisi e sensore a infrarossi ad alte prestazioni
Le misurazioni vengono effettuate utilizzando la tecnologia a infrarossi di Fourier (FTIR) con una soluzione chiamata ProcesScan 2. FOSS è leader nell'applicazione della tecnologia FTIR sin dagli anni 1990 e oggi quest'ultima è diventata lo standard di riferimento per l'analisi dei campioni liquidi. Oggi più dell'80% della fornitura di latte globale è testato con la tecnologia FTIR utilizzata negli strumenti MilkoScan FOSS.
Nella soluzione ProcesScan 2 qui descritta viene utilizzata esattamente la stessa tecnologia, tranne per il fatto che lo strumento è racchiuso in un involucro robusto che lo rende insensibile alle vibrazioni, al calore e all'umidità. I campioni di latte vengono presentati all'unità ogni dieci secondi tramite un'interfaccia di campionamento collegata al flusso di latte immediatamente a valle del mixer.
Pronto e operativo in due giorni
La tecnologia FTIR lavora su informazioni fondamentali derivate dallo spettro del medio infrarosso. Ciò produce picchi spettrali forti e nitidi che forniscono un segnale molto chiaro e rendono semplice l'intero processo di installazione e regolazione dello strumento alle condizioni locali.
Le calibrazioni (note anche come pacchetti analitici) fornite con la soluzione si basano su un ampio pool di dati di riferimento che copre un'ampia varietà di tipi di campioni. Le calibrazioni sono effettuate utilizzando una tecnica chiamata rete neurale artificiale (ANN), ideale per gestire grandi volumi di dati. Saranno necessarie solo piccole regolazioni utilizzando i dati locali per "sintonizzare" il sistema in base alla produzione specifica. Inoltre, la stabilità delle misure tra le unità semplifica l'installazione di più unità su diverse linee di produzione. Se sono necessari aggiornamenti delle calibrazioni, ad esempio in risposta a cambiamenti delle caratteristiche delle materie prime, l'implementazione non richiede molto lavoro.
L'interfaccia di campionatura diamantata evita la preoccupazione dell'usura dello strumento
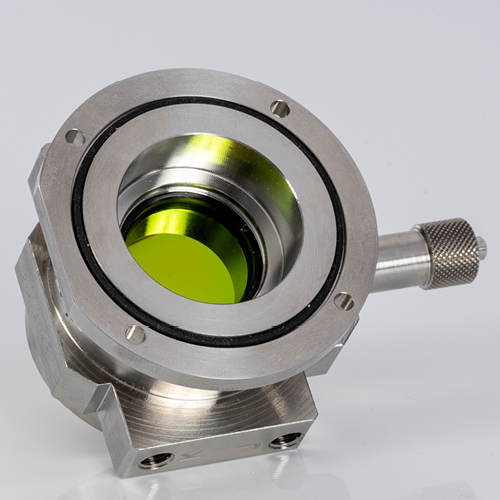
Il campione viene analizzato direttamente senza preparazione e viene eseguita automaticamente una pulizia del sistema di flusso dello strumento dopo ogni test prima dell'avvio del successivo. Al centro del sistema di misura c'è un componente chiave chiamato cuvetta che garantisce la corretta presentazione alla luce infrarossa. Per garantire che l'usura dovuta al flusso costante di campioni e ai cicli di pulizia non influisca sui risultati viene utilizzata una cuvetta diamantata.
La cuvetta diamantata ProcesScan™ 2 appositamente progettata è completamente integrabile in tutte le routine CIP grazie a una cuvetta diamantata e a un sistema di flusso molto robusto