Jak to działa i co musisz wiedzieć?
Poniżej przedstawiono typową konfigurację kontroli zawartości tłuszczu w mleku.

1) Pętla z próbkami, która w sposób ciągły zasila analizator
2) Analizator FOSS ProcesScan™ 2. Analizator na podczerwień znajduje się w solidnej metalowej obudowie i wykorzystuje tę samą technologię, co renomowany analizator FOSS MilkoScan™ FT3 (technologia FTIR)
3) W ramach instalacji urządzenie jest podłączone jako element systemu PLC w zakładzie bez uszczerbku dla bezpieczeństwa danych
4) Stacjonarny analizator FTIR (MilkoScan FT3)
5) Szereg usług łączności i oprogramowania ułatwia uruchamianie systemu i monitorowanie działania czujnika i analizatora.
Bezpieczny, niechmurowy interfejs do systemów sterowania
Rozwiązanie zawiera wbudowany procesor Linux, dzięki czemu nie ma potrzeby instalowania dodatkowego sterownika PLC do połączenia z systemem PLC lub Scada. Używany jest standard komunikacji otwartej platformy (OPC), ponieważ jest to jeden z najważniejszych standardów komunikacji dla przemysłu 4.0.
Interfejs OPC/UA PLC jest najnowocześniejszym interfejsem, który nie wymaga użycia technologii chmury, promując w ten sposób cyberbezpieczeństwo. Nadal jednak istnieje możliwość korzystania z usług opartych na chmurze w celu monitorowania i utrzymywania wydajności urządzenia. Wynika to z faktu, że serwery mogą jedynie odpowiadać na wiadomości wejściowe i nigdy nie mogą inicjować komunikacji z klientami. W związku z tym można korzystać z szeregu usług chmurowych firmy FOSS z zachowaniem najwyższego poziomu bezpieczeństwa. W takim przypadku żadne dane z lokalnego systemu sterowania nie są udostępniane analizatorowi, który jest monitorowany i zarządzany online za pośrednictwem oddzielnego systemu bez zakłóceń lub połączenia z lokalnym systemem sterowania.
Wysokowydajny czujnik podczerwieni i analizator
Pomiary są wykonywane za pomocą technologii spektoskopii fourierowskiej (FTIR) z wykorzystaniem rozwiązania o nazwie ProcesScan 2. Firma FOSS jest liderem w stosowaniu technologii FTIR od lat 90-tych, która obecnie stała się złotym standardem w badaniu próbek płynnych. Obecnie ponad 80% światowych dostaw mleka jest badanych za pomocą technologii FTIR stosowanej w analizatorach FOSS MilkoScan.
Dokładnie ta sama technologia jest wykorzystywana w opisywanym tutaj rozwiązaniu ProcesScan 2, z tą różnicą, że przyrząd jest zamknięty w solidnej obudowie, dzięki czemu jest odporny na drgania, ciepło i wilgoć. Próbki mleka są dostarczane do urządzenia co dziesięć sekund za pośrednictwem interfejsu próbkowania podłączonego do przepływu mleka tuż za blenderem.
Uruchomienie w ciągu kilku dni
Technologia FTIR działa w oparciu o podstawowe informacje pochodzące z widma średniej podczerwieni. W ten sposób powstają silne i ostre piki widmowe, które dają bardzo wyraźny sygnał i sprawiają, że cały proces instalacji i dostosowania urządzenia do warunków lokalnych jest prostym zadaniem.
Kalibracje (znane również jako pakiety analityczne) dostarczane z rozwiązaniem są oparte na dużej puli danych referencyjnych, które obejmują bardzo szeroką gamę typów próbek. Wstępne kalibracje przeprowadza się przy użyciu techniki zwanej sztucznymi sieciami neuronowymi (ANN), która idealnie nadaje się do obsługi dużych ilości danych. Dostosowanie systemu do konkretnej produkcji wymaga jedynie niewielkich korekt przy wykorzystaniu danych lokalnych. Co więcej, stabilność pomiarów w różnych urządzeniach ułatwia instalację wielu urządzeń w różnych liniach produkcyjnych. Jeśli potrzebne są aktualizacje kalibracji, na przykład na skutek zmiany charakterystyki surowca, wdrożenie nie wymaga wiele pracy.
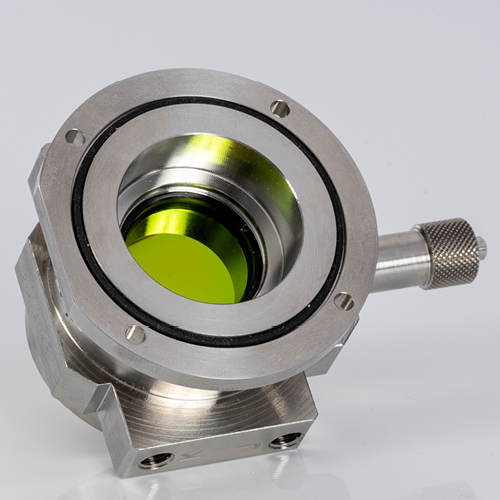
Diamentowy interfejs próbki pozwala uniknąć obaw o zużycie przyrządu
Próbka jest analizowana bezpośrednio, bez konieczności jej przygotowania, a czyszczenie układu przepływowego urządzenia jest wykonywane automatycznie po każdym teście przed rozpoczęciem kolejnego. Sercem systemu pomiarowego jest kluczowy element zwany kuwetą, który zapewnia prawidłowe ustawienie próbki względem podczerwieni. Diamentowa kuweta zapewnia, że zużycie spowodowane stałym przepływem próbek i cyklami czyszczenia nie będzie miało wpływu na wyniki.
Specjalnie skonstruowana diamentowa kuweta umożliwia integrację sensora ProcesScan™ 2 z procedurami CIP i zapewnia bardzo solidny system przepływu